浅谈电梯钣金加工用板材包装工艺发布时间:2021-09-03 15:06:23 浏览次数:3586
当前钣金加工行业快速发展,精细化、自动化、智能化、信息化已成发展趋势,钣金行业的优秀企业和专家在相关加工方面研究颇多。板材是钣金加工常用的原材料,例如不锈钢板、碳钢板等,而板材包装的形式和管理会影响产品生产效率、制造质量等,因此需要加以规范管理。鉴于对板材包装工艺以及板材日常管理方面的文章不多,笔者结合自身包装工作经验,介绍一些板材包装工艺和管理建议,希望对板材使用管理方面有一定的参考作用。
板材包装工艺
板材包装术语介绍
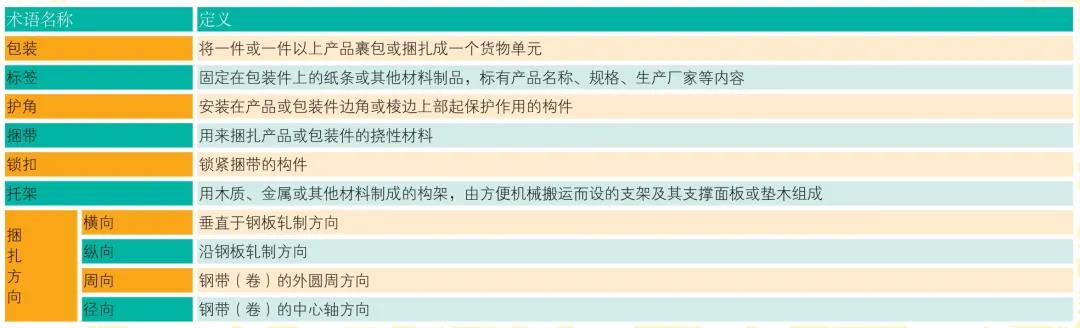
板材包装有国标标准要求规定,下文中引用了一些国标专用术语,先对术语进行定义,以便更好理解,相关术语介绍见表1。
表1 板材包装常用术语
简易包装工艺
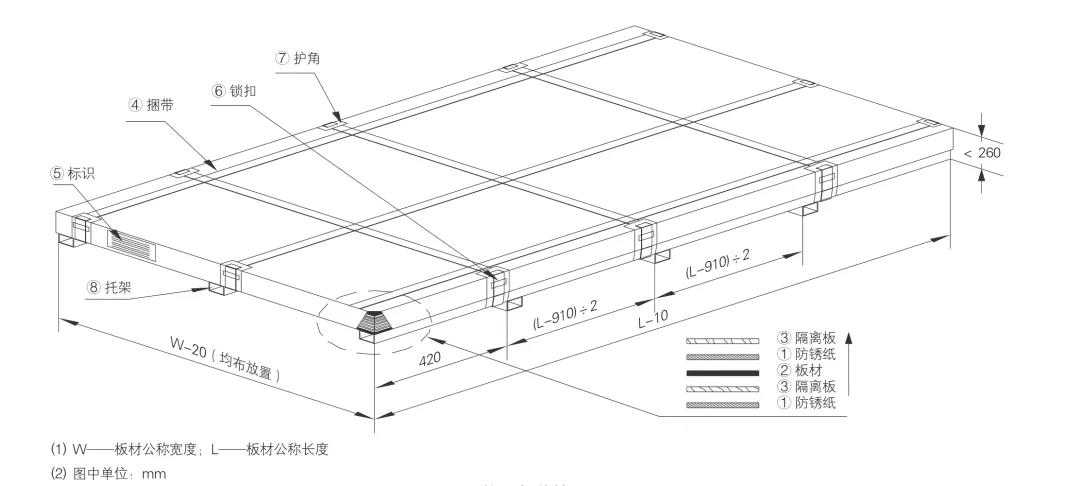
按包装目的分类,板材包装属于运输包装,以满足存储、装卸、运输目的,加上材料本身强度高,可堆叠承载,板材的包装设计就比较简约,采用简易包装,节约包装成本。简易包装效果如图1 所示,用金属托架或木制托架作为底架,依次放上防锈纸、隔离板、板材、防锈纸、隔离板,再用捆带、护角和锁扣打包固定牢固。
图1 简易包装效果图
包装总体结构以及长宽高尺寸确定后,就选用包装材料,可根据实际应用需求设计,包装材料要求如下。
⑴防锈纸:采用本黄色原纸,规格≥70g/m2,样式采用VCI+平纹防锈原纸+PE 膜+编织布。
⑵隔离板:使用实木颗粒板、多层实木板或纤维板,厚度3mm,长宽同托架尺寸。
⑶捆带:钢制捆带厚度0.7 ~1.2mm、宽度22 ~32mm,或PET 塑钢捆带厚度不小于1.2mm、宽度不小于18mm,两种材质二选一。
⑷锁扣:使用金属锁扣,机器自动打包时,捆带接驳处打1 个;手工打包时,接驳处打2 个。
⑸护角:塑料或金属,护角宽度要大于捆带宽度,每个接触处都要使用。
⑹托架:金属托架使用3mm×40mm×60mm 矩形管焊接,矩形管搭接处点焊,每条搭接边焊点数不小于4 个,不允许出现虚焊、烧穿、气孔等焊接缺陷,托架上表面平面度5mm;木制托架使用80mm×80mm的松木木方打钉制作,木方要求方正、平直,直线度±2mm,不允许有裂纹等明显缺陷,木方交叉处,使用3 颗盘钉按三角形排列打钉,钉头不允许凸出木方表面,托架上表面平面度5mm,两种情况二选一。
包装技术要求
每架板材的限重、数量、板材尺寸等信息,在供方供货前要协商沟通好,在供货技术协议中签订,并且要增加标识,标签内容必须包含货品名称、供货商名称、客户名称、材质、规格、净重、表面状态、检验员/合格章、原卷批次号/订单号、日期等信息,要求标识醒目、牢固、字迹清晰、规范、不褪色。
板材包装应用管理
在电梯行业制造中,零部件加工对薄板的要求高,尤其是不锈钢板材,板材的平面度、表面要求等,各企业根据自身设备加工能力和产品特性,都制定了一些标准进行应用,而对厚板的要求相对没那么高,因此板材包装工艺在薄板中尤为重要。笔者所在企业,主要加工不锈钢、彩涂板等薄板,在生产中板材包装也遇到一些问题,后续经过改善和管理,效果得以改善,笔者总结推荐几点管理方法。
统一托架
木质托架在日常使用中易损耗,需定期更换,性能也不稳定,尤其是南方梅雨季节,天气潮湿,木材含水率增加,木托架承载能力下降。吊装过程中易出现木方断裂情况,导致板材变形,建议统一使用金属托架,虽然成本高,但比较稳定,可以长期回收使用,易管理,也更加符合国家环保要求。
投入货架
在钣金加工中,日常生产用的板材规格和数量繁多,存储占用地方,笔者见过很多公司习惯将板材堆放在现场,占用大片场地,这会影响场地周转率,导致生产物料无场地周转,同时工人还会抱怨生产场地紧张。其实可按需投入板材专用货架,板材上货架存储,大大增加空间利用率,释放生产场地,改善现场5S 效果,达到事半功倍的目的。很多企业选择打造自动化、智能化生产,投入自动化料库,实现自动上下料,生产效率更加高效。
现场管理
板材在调转过程,要保证安全生产,使用叉车或专用吊具吊装,重量轻时,为提高效率,允许2 架堆叠作业,比较重时,只允许单架操作,禁止超过2 架以上作业。同时在使用中要作好防护工作,尤其是不锈钢,使用完后,要及时盖上隔离板,下次使用前用气枪吹下隔离板表面,防止铁屑等杂质落到板材上,在加工中刮花不锈钢装饰面。
运输要求
下雨天、阴天情况,货物运输过程要求采取防雨措施,增加防雨布封盖或使用箱式货车运输,避免板材淋雨。
结束语
在今年材料价格持续上涨的情况下,各企业面临着更大成本压力,开始从场地成本、原材料利用率、运输成本等角度深挖降本。针对批量产品生产用的原材料,采购定尺板,提高材料利用率,这部分原材料需新增投入专用货架,定制包装。面对生产中日益增多的板材包装,各企业要做好费用管控和生产管理。
——摘自《钣金与制作》 2021年第7期