激光焊接技术作为一种新兴的金属加工技术,能够实现对各种金属材料的焊接加工,在金属加工行业具有广泛的应用空间。激光焊接技术通过激光反应原理聚集高能量密度激光束,具有速度快、准确性高的特点,一直以来在精密金属加工企业应用较多。我司为加快商用空调创新发展,特引进激光焊接,为商用空调钣金件的加工制造提供新的途径,进一步提升产品质量竞争力。
激光焊接的应用背景
目前空调行业普遍采用气体保护焊、电弧焊、反应焊等焊接方式实现钣金零件的密封组合,但由于以上焊接方式有能量输出发散、弥漫等特性,普遍存在焊缝质量不佳、人员劳动强度大、作业环境差等问题,且伴有焊接飞溅,需要经过后工序的打磨平整,导致持续性焊接成本增加,不利于企业的长期发展与技术创新。CO2气体保护焊焊接作业如图1所示。
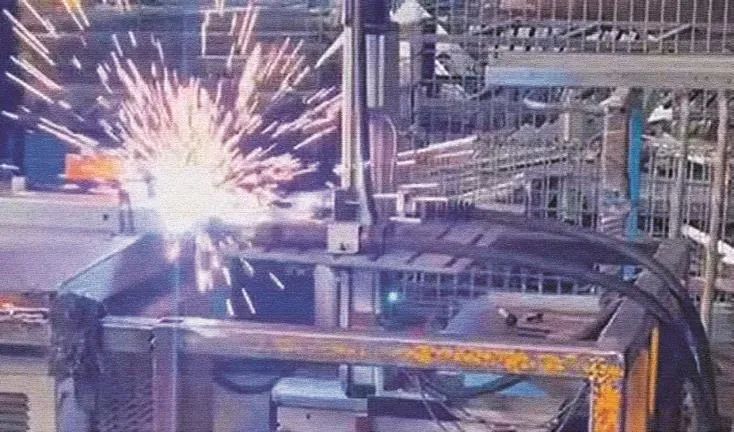
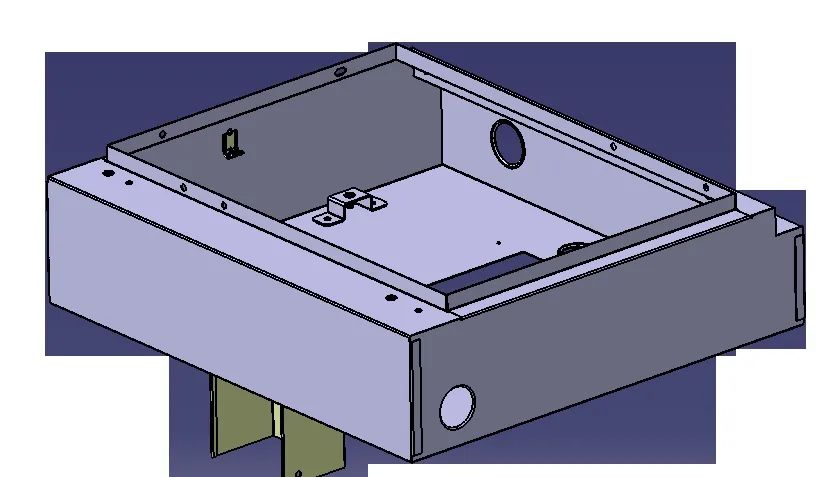
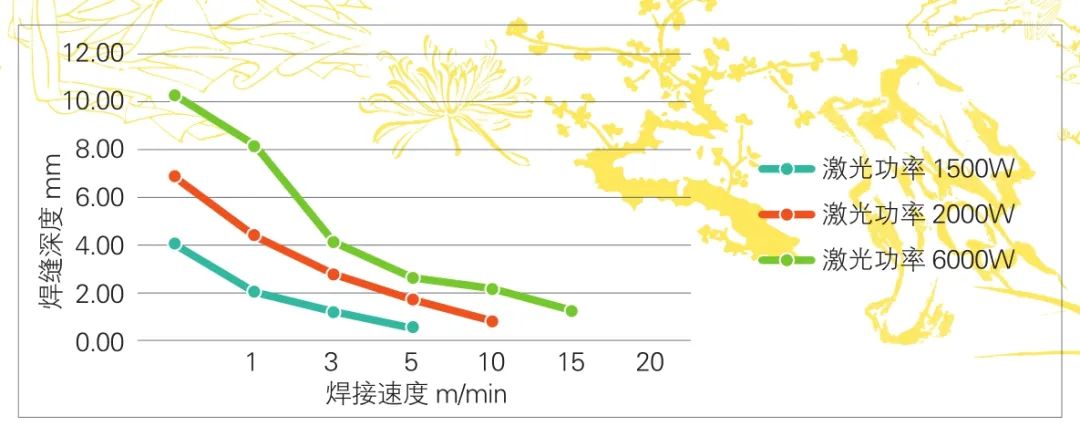
图3 焊缝深度与焊接速度、激光功率的关系
激光焊接的实际应用

图4 手工电弧焊的接水盘类零件
而采用激光焊接时对折弯衔接边的余缝要求较高,一般1500W的激光器要求焊缝宽度在2.5mm以内,若焊缝过宽,可能出现焊穿、空焊、形变等现象,且要求整条焊缝的平行度保持基本一致,如图5所示;否则会出现填丝不稳定,导致缝隙小的一段焊高偏大、中间段刚好满足要求,而缝隙大的一端出现空焊,严重影响零件的质量,二次补焊需人工进行,反而降低了生产效率。
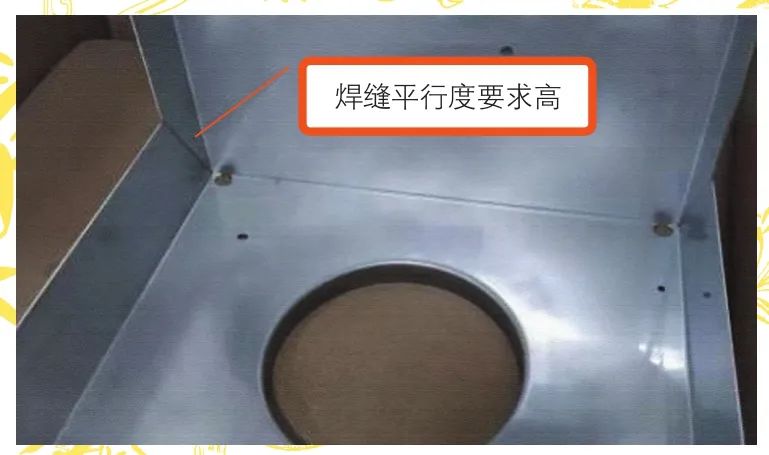
图5 接水盘类零件焊前指示图
激光焊接还有利于减少或消除后工序打磨工作量,通过合适的焊接参数设置,可以减少焊高,甚至做到0.1mm的平整度,这对于不锈钢打磨而言简直是福音。由于304不锈钢材料的硬度与强度为普通镀锌板的5倍以上,因此打磨时消耗的磨盘及工作量也大大增加,打磨一条焊高在1.2mm,长度为100mm的不锈钢焊缝平均需要5min,持续的打磨工作不仅增加操作人员的劳动强度,而且提高了产品的生产成本,这对企业发展来说是不容乐观的。不锈钢类零件焊后手工打磨如图6所示。


微信扫一扫
