导语:本文介绍了奔腾激光研究院设计并完成客户交付的激光下料自动化线的工作模式和原理,着重阐述激光智能柔性下料线与传统单机下料线的比较,以及激光柔性下料线加工效率优势所在。基于此,围绕激光切割集成相关附属设备,搭建完备的智能切割系统,其中包括激光切割工艺、机床与输送机构的机械结构设计、多激光头分配路径、定制化套料软件算法开发、物料储存料库、以及智能分拣码垛系统等。
近年来,汽车轻量化技术的快速发展以及重工行业的加工转型使得碳钢板等下料方式得到了升级换代,光纤激光器功率的大幅度提高也促使激光切割的速度有了质的突破,其中智能下料线相比于传统的单机下料优势更加明显。传统单机下料对于物料管理困难以及对切割完成物料的下料零件无追溯性等问题无法避免,智能下料线替代传统下料呈现趋势。本文以公司最新研制的项目为背景,重点介绍碳钢板激光智能柔性下料线项目在行业中的应用。
激光下料线主要分为智能输送线+激光切割机+智能分拣系统,下料自动化线需要实现上下料自动化、输送线自动化、分拣自动化,建立下料线智能化控制系统。通过智能化控制系统进行切割任务排产计划,实现从生产计划下达到产品最终完成的全生产过程的智能化管控。
激光下料线输送及分拣系统可以实现钢板存储、自动上料和对中、辅助切割、切割排产及自动分拣等功能。系统能够自动收集生产加工和设备数据进行分析汇总,打造钢板下料、分拣的自动化生产线。下料线可以与DNC/MES/MOM/CAM等智能互联互通通信接口实现平台智能化对接。
本项目采用的六台BOLT/12kW型高速激光切割机(图1),具有国际先进的数控系统软件和切割工艺技术,对比等离子大幅面切割机,单台切割速度快2倍,同时切割成本减少了一半,独特的快速穿孔工艺设计、先进的光纤激光厚板切割及亮面切割工艺与完善的工艺数据库的研发等内容,而且在研制过程中对于以上技术进一步优化完善,研发了板材工艺切割参数,智能远程运维管理系统等。

图1 BOLT/12kW型高速激光切割机
智能化板材立体仓库(图2),采用欧洲标准模块化设计制造,结构坚固,运行平稳快捷,造型美观,为国际国内著名企业所采用。智能化板材立体仓库由智能化管理软件进行控制,为激光切割机提供优质和自动化的材料管理配送。智能化板材立体仓库根据现场生产工艺需要选用单元仓库或者多排大型板材仓库。同时通过各类专用机械手实现板材仓库与加工单元无缝对接,实现生产制造无人化。利用MES管理系统,从订单到成品生产管理贯穿整个流程,可以构筑高效的生产流程,为未来智能化工厂做好基础。

图2 智能化板材立体仓库
现今的钢板、铝板等原材料切割车间中,通常在固定的工作台上进行切割,不便于原材料的运输,也不利于与其他设备的配套使用,原材料和切割后的板材周转不便。
智能输送线+工作台适用于各类规格板材的输送,能够输送不同重量的板料,并且可以承受较大的冲击载荷,辊轴线之间易于衔接过滤,可用多条辊轴线组成复合式的板材输送系统,完成多方面的工艺需求。
智能化输送线(图3)主要由双层辊道输送线、液压升降平台、顶升机构、移行机等部件组成,采用先进的双层分体式辊床加液压顶升机构的先进理念,使得激光切割的原材料输送设备既能够成为激光切割的工作台,又能够同时作为原材料输送的传送系统,结构紧凑,场地利用率高。在输送过程中减少工作台的等待时间,并且每套输送单元独立驱动,外加三套检测传感器,分别为超位信号检测、减速信号检测和到位信号检测,确保切割工作台在安全行程范围内作业,使用效率提升4倍以上。

图3 智能化输送线
套料软件是柔性激光落料线的控制核心,基于此平台需要完成诸多核心算法的开发,包括多切割头轨迹规划、切割轮廓合理高效分工、多头切割轨迹顺滑搭接、切割避让算法、剑栅与夹爪智能控制、分料智能拾取预处理、工艺数据库框架搭建等功能开发,定制出专用于柔性激光落料的套料软件。
传统的重工制造业,其生产模式属于典型的多品种小批量离散型制造,过程工艺复杂,智能化程度低。其中工件切割下料分拣是重工生产线中重要一环,长期以来依赖人工作业完成,不仅生产效率低而且人力成本大,同时恶劣的工作环境存在极大的安全隐患,由机器人替代人工完成智能化升级改造已迫在眉睫。
而众多制造业企业在推进下料分拣产线智能化升级过程中,却又面临诸多视觉问题带来的挑战,传统工业视觉技术已无法应对。其主要难点主要表现在以下方面。
⑴工件种类繁杂多样。切割下料后的工件种类繁多,类型可达数万种。而且工件的形状复杂,来料姿态各异,同时部分工件极其相似,在对工件进行分类码放过程中,传统工业视觉无法保证工件种类的准确识别与姿态的精准定位。
⑵工作环境嘈杂。重工生产线中,工件分拣抓取环境嘈杂,输送线存在油污、粉尘、锈迹等各种干扰,同时光照条件恶劣,昼夜变化大,导致图像采集质量较低,并且切割工件本身也存在割缝过细、轮廓特征微弱等挑战,这些因素都给视觉识别带来极大的困难。
⑶工件尺寸差异巨大。下料分拣过程中的工件尺寸差异巨大,有的工件长达十几米,单个相机视野无法覆盖,而有的工件尺寸较小,在相机视野占比狭窄。同时各种尺寸工件的分拣给相机选型布局和视觉识别算法都提出了更为严苛的要求。
产线技术上集工件高精度视觉检测、工件精准识别与动态抓取、自适应柔性分拣与智能规划码放,以及多机器人协同规划等技术于一体,可实现下料切割件的自动、快速、精准、柔性分拣,在为企业降低大量人力成本的同时,实现产能跨越式提升,分拣机器人融合了当前最先进的3D视觉、深度学习和机器人规划控制技术,具备识别精度高、抓取速度快、对复杂场景适应性强等优势,其强大的3D视觉检测能胜任尺寸、纹理差异极大且随意、混合堆放的上千种零件的快速准确码垛(图5),助推重工制造业的智能化转型升级。
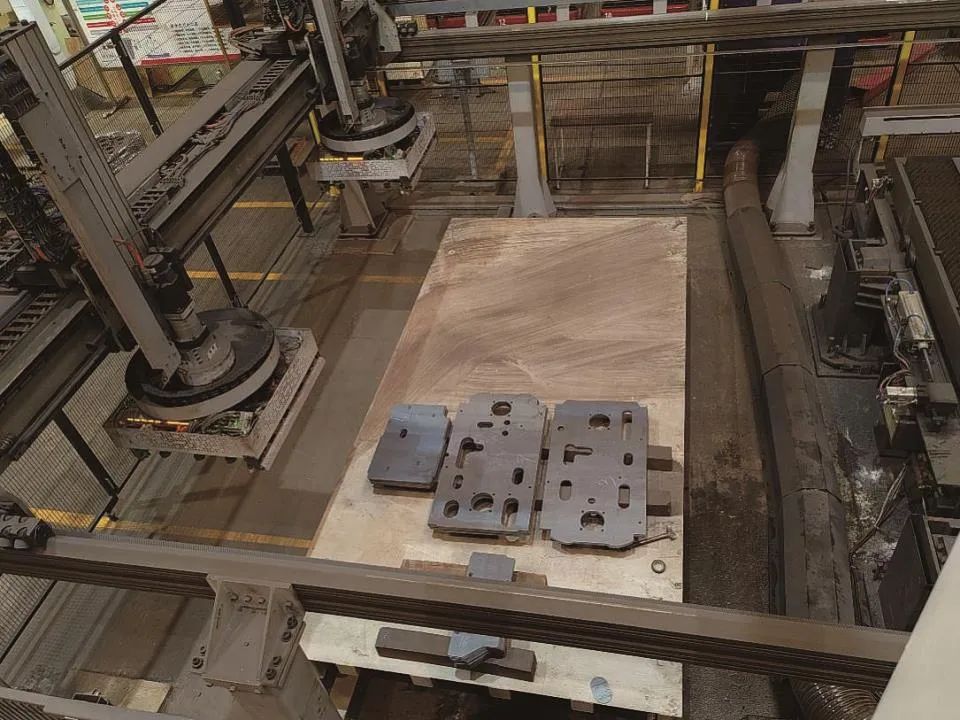
图5 自动化分拣码垛
中控系统(图6)采用分层管理,通过分层架构,以便更好地控制。并具有以下功能。

图6 中控系统
⑴内外部数据自动实时交互,对外连接上游MES、ERP,接收反馈生产计划信息及运行情况,对内整合激光切割设备、输送设备等生产资源,实施计划分解执行、运行过程监控、数据收集及反馈、计划执行异常情况的自我调整、异常报警及反馈、异常修复后自动派工等,实现下料生产线的少人化生产。
⑵实现激光下料自动化线中所有设备的运行状况监控,对生产设备进行合理的调度,确保生产线的高效率运转。
⑶以系统调度替代人工调度,降低劳动强度,提高调度效率,减少人工失误,同时保留人工调度功能,在异常情况下可进行人工调度,确保生产顺利进行。
⑷实时全面监控设备运行状态和生产数据,自动汇总统计车间数据,量化管理,为上层MES系统提供数据支撑;所有PLC提供数据接口,工厂整体中控可以直接采集设备运行数据。配备UPS电源(30分钟),具有系统备份和断电恢复功能。
⑸实现激光下料自动化线整线信息集成与控制分析,可分别控制整线设备,具有手动、自动、单步三种操作模式。处于手动模式时,操作人员可以启停单个执行机构;处于自动模式时,控制器根据传感器检测的信号完成每一步的运行;处于单步模式时,系统所有动作按照自动顺序单步执行,用于分析和测试。三种模式可以通过选择开关或HMI触摸屏操作互相切换。触摸屏用于完成线体模式切换、报警查询、线体设备状态查询、网络状态查询、线体设备操作等。
⑹中控系统与整线设备均有互锁机制,确保作业时的设备安全、人员安全;在保障人员、设备安全的前提条件下,确保运行效率。
⑴空间有效利用原则:实现“流水线式”的生产。
⑵自动化车间生产线、自动化流水线流畅原则:各工序的有机结合,相关联工序集中放置原则,流水化布局原则。
⑶短距离原则:尽量减少搬运,流程不可以交叉,直线运行。
⑷平衡原则:装配流水线的工站之间资源配置,速率配置尽量平衡。
⑸固定循环原则:自动流水线尽量减少诸如搬运、传递这种Non-Value Added的活动。
⑹经济产量原则:适应小批量生产的情形,尽可能利用空间,减少地面放置原则。
⑺柔韧性原则:对未来变化具有充分应变力,方案有弹性。
⑻自动流水线防错原则:生产布局要尽可能充分考虑这项原则,第一步先从硬件布局上预防错误,减少生产上的损失。
激光智能柔性下料线是足以颠覆重工与钣金加工行业的产线,它是集物料管理、激光高速切割机床、输送线、智能动态分拣码垛、零件喷码追溯等多元化集成的完备下料产线,不仅能适应汽车轻量化对高强钢、铝合金的加工需求,也能满足市场对小批量、多品种工件的加工要求,具有强大竞争力、广阔的发展前景和市场价值,其产业代表了一个正冉冉升起的新兴产业。

微信扫一扫
